
Tibo Products.
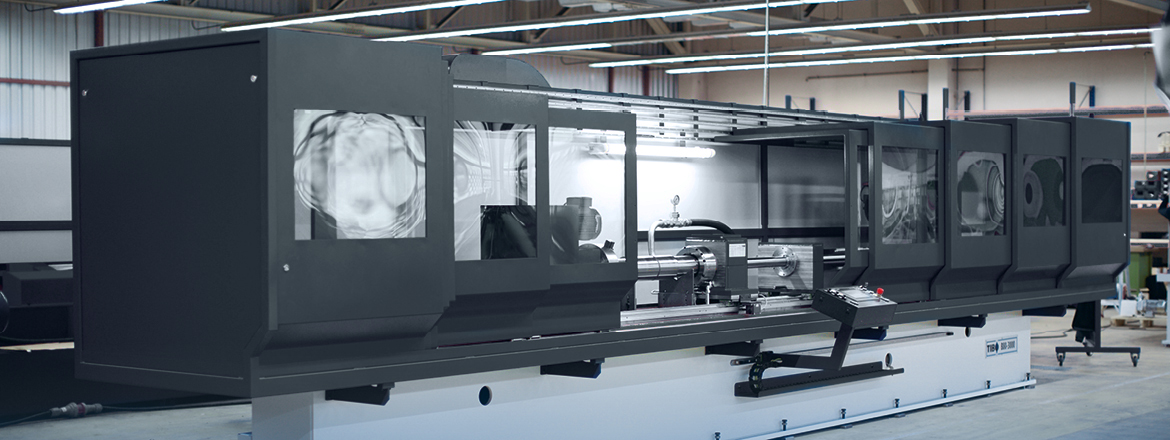
Gundrilling machines, cross table machines and BTA deep hole drilling machines made from modular system components.
Deep hole drilling is defined as "a metal-cutting" machining process for making boreholes in which the ratio of drilling depth to drilling diameter is normally 10:1 or more". A method that requires a lot of technical know-how, high-quality tools and maximum precision.
As one of the world's leading manufacturers of deep hole drilling machines, Tibo supplies high-precision solutions that have been proven many times over for drilling tasks involving diameters of 2 mm to 400 mm and drilling depths up to 12,000 mm, realised in a modular machine concept consisting of high-quality, perfectly harmonised system components.
Depending on the diameter and depth, this involves using various methods that Tibo has continuously perfected in ongoing development work: Gundrilling and BTA deep hole drilling. Both methods allow highly precise and fast deep hole drilling in a wide variety of materials from aluminium and stainless steel to super-alloys in aerospace engineering.

The Tibo modular system.
Modular and flexible.
The Tibo modular system is as simple as it is ingenious, and offers almost limitless configuration possibilities – from the universal standard machine to part-specific special solutions. Individually adapted to your deep hole drilling requirements, this means that we can always offer you an optimum machine configuration that does exactly what's demanded of it with maximum efficiency.
Continuous further improvements to our product range and the use of proven components result in much simpler handling, less complex setting-up and extended machining possibilities.
An overview of the Tibo modular system
1st Module: Machine bed
The solid basis of every Tibo deep hole drilling machine is our machine bed, which is available in many standard sizes including linear guides and various base plates onto which the other drilling units are mounted. This ensures extreme precision down to the 1/1000 mm.
2nd Module: Drill spindle
The drill spindles are mounted onto the linear guides and base plates – between one and six spindles that are fitted with the drive to match depending on the drilling task. Spindle drives with switchable gears are also available for large machines.
3rd Module: Tailstock or second drill spindle
Fixed or counter-rotating tailstocks can be fitted, depending on the customer's requirements and the task. Alternatively, a second spindle component can also be configured to drill simultaneously from two sides with up to twelve spindles in total.
4th Module: Drill bush holder carriage (ELB) or coolant pressure head BOZA (BTA)
The optionally movable drill bush carriage or the coolant pressure head (BOZA) is attached, depending on the drilling method. The drill bush holder with a clamping cone used in gundrilling (ELB) guides and centres the drill and takes up the coolant and drilling chips that are removed from the bore hole. The coolant pressure head (BOZA) is used in the BTA method. It guides the drill tube and at the same time presses the deep drilling oil with high pressure along the drill to the drill's tip. In the process, the Tibo modular system also allows a combination of gundrilling and BTA methods on one machine.
5th Module: Chip removal and coolant system
The drilling chips are fed to the chip discharge via the chip conveyor (optionally: chip basket), while the drilling oil is first filtered, cooled if necessary and finally fed back into the coolant oil tank. A combination with a centrifuge is also optionally available.
6th Module: Steady rests and vibration dampers
The required number of tool steady rests (gundrilling method), vibration dampers (BTA method) and workpiece steady rests (all methods) is used depending on the length of the workpiece. Here, the modular Tibo system also allows quick and simple changing of the steady rests – giving you an inestimable advantage over the competition when frequently changing machining tasks are involved.
7th Module: Control
Tibo deep hole drilling machines are equipped with state-ofthe-art automation technology. Our intuitive touch based user interface enable efficient parametrisation and supervision of our drilling processes. Essentials features such as work peace memory, user account control and remote access capabilities are always included. The movable control panel gives you unrestricted access to all machine components.
8th Module: Safety doors / light barriers
Tibo deep hole drilling machines conform to the European Machinery Directive 2006/42/EC and are equipped with light barriers in combination with a safety fence. Machine enclosures are available as an option.

Rifling machines
When it comes to maximum precision in the gun barrel, twist rifling is a crucial production step - and the twist rifling machines in the DR series from Tibo set new standards here.
With them, twist pitches in the barrel, both constant and progressive, can be implemented with extreme precision. This is essential because the twist in the barrel causes the bullet to rotate and stabilizes it on its trajectory. The result: maximum accuracy.
Thanks to the tried-and-tested TouchPanel control system, all parameters such as twist pitch and length can be programmed intuitively and saved in the machine control system for recurring jobs. This ensures reproducible quality in series production. This is independent of component type or material batch.
Tibo also offers maximum flexibility in terms of machining processes: in addition to the cold forming button drawing process, cutting processes such as twist cutting with hook or crown knives are also used, depending on the technical requirements and desired running profile.
Drawing force monitoring and process recording enable seamless documentation and control. This is a decisive advantage, particularly in regulated sectors such as the defense industry.
Like all Tibo machines, the twist drawing machines also have a modular design and can be equipped with automated loading and unloading, e.g. via robot loading, if required. This results in high-performance production cells that enable reliable and economical production - from single pieces to large series.
Typical areas of application:
- Precision rifle barrels, large-calibre tubes, ballistic components
- Button pulling or swirl cutting processes
- Machining from Ø 4.5 mm to Ø 155 mm
- Machining depths up to 10. 000 mm
- Number of spindles from 1 - 4*
*Depending on the solid bore Ø


Gundrilling machines (ELB method)
- Solid drilling to Ø 40 mm
- Drilling depths to 4,500 mm*
Tibo gundrilling machines are ideally suited to deep hole drilling tasks with smaller drilling diameters of 2 mm to 40 mm.
A characteristic of the gundrilling method is that the coolant is introduced through channels inside the tool shaft. It is removed together with the drilling chips via a V-shaped slot (beading) along the tool. Our unique machine concept with high-quality, harmonised system components enables deep hole drilling operations to be performed down to a drilling depth of 4,500 mm or more – with maximum precision and at high speed.
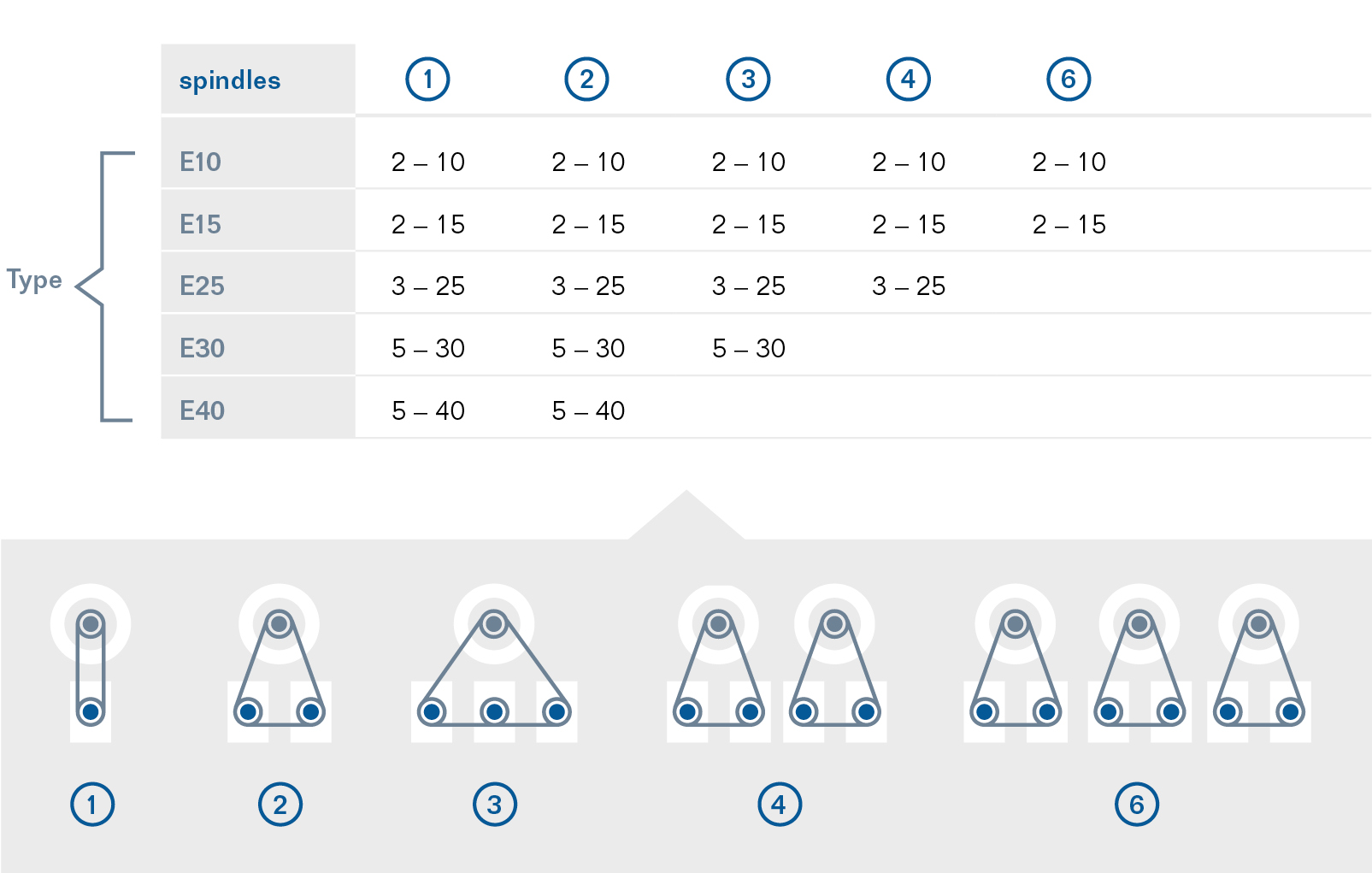
The modular system enables every gundrilling machine to be individually adapted to the user's needs: At the same time, systems with between one and six spindles can be realised as standard. Additionally, assembly as a TWIN UNIT is possible for machining particularly large quantities, involving drilling with up to twelve spindles simultaneously from two sides. There is also optional provision for shutting down individual drilling spindles, if for example different batch sizes are often machined.

BTA deep hole drilling machines
- Solid drilling to Ø 250 mm
- Counter-boring to Ø 400 mm
- Drill depths to 12,000 mm*
BTA deep hole drilling machines from Tibo provide the optimum method for larger drill diameters of 18 mm to 250 mm solid drilling (up to 400 mm counter-boring) and drill depths of up to 12,000 mm.
With the BTA method, the coolant is introduced and removed and the chips are transported away in exactly the opposite way to the gundrilling method: Thanks to the larger diameter of the BTA drill, here it is possible to reliably and continuously remove the chips through the tool's interior. The coolant on the other hand is introduced from the outside and under pressure through the annular gap between the bore hole and the drill by means of a coolant pressure head (BOZA).

A variant of this is the ejector drilling method in which the deep drilling oil is supplied through an annular chamber between the drill tube and an internal tube. The cooling lubricant exits at the side of the drilling head, flows around it and flows back with the chips in the internal tube. At the same time, some of the cooling lubricant is supplied into the internal tube via a ring nozzle. The resulting vacuum at the chip mouth allows the return flow (ejector effect).
Tibo BTA deep hole drilling machines are also available as single-spindle or multi-spindle versions. By selecting different gearboxes and depending on the drilling task, different drive variants can be realized, thus always achieve optimum cutting performance.
The modular design and extensive optional accessories allow additional machining methods such as skiving and roller burnishing, pull boring und bottle boring. Proven components and state-of-the-art tools guarantee highly precise drilling results.
*Drilling depths in excess of 12,000 mm are possible as a special configuration at the customer's request

Customized machines
In addition to the well-known modular deep hole drilling machines Tibo develops, designs and manufactures customized solutions for deep hole drilling and related methods. Customized machines made by Tibo are used in almost all industries.
According to your specifications we are developing a customized solution for you. Wherever possible we are using components out of our modular system for competitive solutions.
We accompany you from the first idea through conceptual design, development, assembly, installation until start up. During operation our specialist are supporting you with service and maintenance worldwide.
Due to the number of customized solutions we built over the years like rifling machines, machines with integrated milling capability, for eccentric holes with rotating table and cross slides we are capable of finding the perfect solution for you.
In addition we are offering solutions for integrated loading and unloading systems based on robots or gantry systems, cleaning and deburring units. The complete periphery like exhaust systems, chip breakers or chip centrifuges is always part of the solution.
With our experience, know-how and team of experts we can offer you an innovative and tailor-made solution.
Modular expandability: tailstock or other cachine components.

Product video.
Tibo Cross Table Machine KTE40-1000
Used machines
In Addition to our new machines we are offering used machines including complete Tibo-Service:
- You need a machine as quick as possible?
Take a look at our current offers at:
www.tibo.com/en/service#express_delivery - You would like to overhaul or modernize your
modular Tibo machine?
Please let us know and we are providing a suitable offer according to your needs! - You are considering a new machine?
We take back your modular Tibo machine for a fair market price! - You want to sell a modular Tibo machine?
Please let us know and we will offer you a compatible price!
You can expect to get the same great quality Tibo is known for with warranty.
We are offering complete Services around used machines:
- Training
- competent support from Tibo Headquarter
- Service and support at your site
- Spare parts and additional equipment
Product video.
Tibo DR50-1000

Control unit
All of our deep hole drilling machines have intuitive control technology for maximum process reliability and control. Via touch panel, the machine operator obtains all the important process parameters at a glance and can, if necessary, also perform optimisations during ongoing operation.
Depending on the drilling task, the chip breakage is individually programmable and thereby guarantees maximum process reliability, low tool wear and maximum efficiency. If a fault occurs, the system remembers the drill’s current position and can return to it again precisely and quickly after the fault is remedied.
The system also has a high-performance drilling data memory in which repeat applications can be stored and recalled at your fingertips. This means the machine is set up and ready for the new drilling task within a very short time. Temporarily shutting down individual spindles is also possible as an option.
Another important advantage of the control concepts implemented by Tibo is its remote capability.
This allows the machine data to be saved and
edited on a PC. It also permits genuine remote
access for maintenance purposes for example. If
the customer wishes and if necessary, Tibo staff
can also access the machine to check the control
process parameters and optimise them if required.
Automation solutions
Among the entire industry the demand for automation is growing due to raising cost pressure and increased safety requirements.
Automation solutions are significantly reducing setup and product costs and are increasing productivity and product quality. As a result of new and smart developments especially in the field of robot technology todays more complex tasks can be automated very cost-effective.
The automation solutions for workpiece and/or tool are integrated in our CNC-control and are easy to handle and quick to learn.
Loading- and unloading systems:
- Loading belt
- Prism conveyor
- Robot system
- Gantry loader

Service, accessories and spare parts
High process reliability using original parts
The modular design of our deep hole drilling machines guarantees the long-term compatibility and availability of all accessories and spare parts. An extensive stock and logistics programme guarantees quick delivery.
We offer custom tailed packages for accessories and spare parts.
- Spindle blocks
- Drilling units
- Drills
- Drill bushes
- Drill bush holders
- Clamping cones
- Coolant pressure heads
- Deep drilling oil
- etc.
Product videos.
See how our products work.

Product video.
Tibo gundrilling machine E40 // 1-1000
Product video.
Tibo BTA deep hole drilling machine B160-4000

Product video.
Tibo gundrilling machine E10-2-375

Product video.
Tibo BTA deep hole drilling machine B250-8000
Product video.
Tibo Cross Table Machine KTE40-1000
Product video.
Tibo E15-4-1000
Produktvideo.
Tibo BTA deep hole drilling B250-2000CSR
Product video.
Tibo DR50-1000

Product video.
tibo. Deep hole drilling machine - How to produce a deep hole with a gun drill
